



Mischsysteme für die pharmazeutische Industrie
Containermischer – PM
Seit 1987 entwickelt und produziert L.B. Bohle Containermischer für die Pharmaindustrie. Mit mehreren Tausend weltweit installierten Systemen zählen unsere Mischlösungen zu den etabliertesten am Markt – vom kompakten Labormischer bis hin zu Anlagen mit einem Containerfassungsvermögen von bis zu 12.000 Litern. Dank innovativer Technik, durchdachter Konstruktion und jahrzehntelanger Erfahrung zählt L.B. Bohle heute zu den führenden Anbietern von Containermischsystemen weltweit.
Mehr zu den Highlights
Mischen mit dem Containermischer von L.B. Bohle
Bei der Herstellung pharmazeutischer Feststoffe ist die Homogenität der Mischung ein zentraler Qualitätsfaktor. Ziel ist eine gleichmäßige Verteilung aller Komponenten – zuverlässig, reproduzierbar und GMP-konform.
Das Produktportfolio unserer Containermischer ist Dank der großen Flexibilität in den Bereichen Konstruktion und Fertigung sehr vielfältig ausgelegt. So können die Containermischer von L.B. Bohle in allen erdenklichen Produktionsszenarien der Pharma-Industrie eingesetzt werden. Dabei spielt es keine Rolle, ob Sie runde oder eckige Container in Ihrer Produktion einsetzen, da zahlreiche Aufnahmesysteme für Mischer vorhanden sind. Wir bieten Ihnen die Containermischer, die Sie für Ihrem Fertigungsprozess benötigen.



Containermischer garantieren homogene Durchmischung
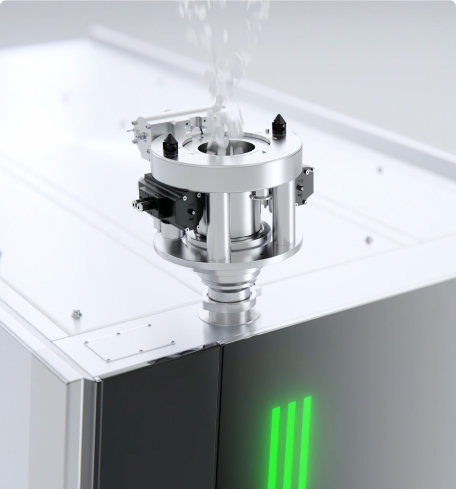
Mit den Mischelementen an der Innenseite des Behälterdeckels ermöglichen die L.B. Bohle Mischsysteme eine homogene Durchmischung trockener Pulver-Ansätze. Das Mischverfahren kann dabei für Volumen von vier bis 12.000 Litern skaliert werden.
Für eine optimale Flexibilität können Mischcontainer bzw. Containermischer mit unterschiedlichem Fassungsvermögen eingesetzt werden. Durch das einzigartige Mischverfahren kann eine effektive Mischung bei einer Beladung zwischen 20 – 85 % mit einer Dichte von 0,2 – 1,2 kg/l ermöglicht werden.
Containermischer PM - Die Vorteile
-
Kapazität von 4 bis 12.000 Litern
-
Deutlich geringerer Platzbedarf als vergleichbare Mischer
-
Homogene Durchmischung trockener Pulver-Ansätze mit besten Ergebnissen für die Tablettenproduktion
-
Einzigartige Mischelemente
-
Schneller Produktwechsel durch Austausch der Mischbehälter
-
Bequeme und effiziente Reinigung der Container
-
Schnelle, einfache und kostengünstige Installation
-
Langfristige Leistungsfähigkeit und geringer Wartungsaufwand
-
Containmentausrüstung als Option

Technische Daten
| Baureihe | PM 400 | PM 600 | PM 1000 | PM 2000 | PM 4000 | PM 6000 | PM 12000 |
|---|---|---|---|---|---|---|---|
| Standard Maschinenhöhe [mm] | 2800 | 2800 | 2800 | 2800 | Auf Anfrage | Auf Anfrage | Auf Anfrage |
| Kapazität [kg] | 400 | 600 | 900 | 1500 | Auf Anfrage | Auf Anfrage | Auf Anfrage |
| Standard Mischgeschwindigkeit [UpM] | 2 – 6 | 2 – 6 | 2 – 6 | 2 – 6 | Auf Anfrage | Auf Anfrage | Auf Anfrage |
| Steuerung | PLC der neusten Generation mit Touch Panel | PLC der neusten Generation mit Touch Panel | PLC der neusten Generation mit Touch Panel | PLC der neusten Generation mit Touch Panel | Auf Anfrage | Auf Anfrage | Auf Anfrage |
In der folgenden Auflistung erhalten Sie einen ersten Überblick und Vergleich unserer verschiedenen Containermischer PM für Ihren Mischprozess.
Varianten des Containermischers
Wir bieten unsere Containermischer PM in unterschiedlichen Baugrößen und technischen Ausführungen an.
Unsere Produktbroschüre zum Mischen mit dem Containermischer PM können Sie sich hier herunterladen:
Effizientes Containermischen in der Pharmaindustrie – Flexibilität, Skalierbarkeit und Innovation von L.B. Bohle
Seit 1987 produziert L.B. Bohle Containermischer, die weltweit in pharmazeutischen, chemischen und nutraceutical Produktionslinien im Einsatz sind. Dank durchdachtem Design, patentierten Mischelementen und flexiblen Aufnahmesystemen lassen sich Chargengrößen von 5 bis 12.000 Litern homogen und GMP-konform mischen. Die Systeme bieten höchste Effizienz, einfache Integration und sind sowohl für Laboranwendungen als auch für automatisierte Großproduktionen ausgelegt.
Fakten und Antworten
Welche technischen Vorteile bietet der Containermischer PM?
Der PM ist eine stationäre Containermischer, wahlweise ausgestattet mit Zerhacker- und Flüssigkeitszugabe, Containment-Optionen und verschiedenen Sicherheitsfeatures wie Lichtschranken oder Laserscannern. Die integrierte Steuerung und das separate 15"-Touchpanel sorgen für eine benutzerfreundliche Bedienung.
Für welche Behältergrößen und Produktionsszenarien ist der Containermischer geeignet?
Die Mischsysteme von L.B. Bohle sind skalierbar von 4 bis 12.000 Litern und eignen sich für runde wie eckige Container. Dank vielfältiger Aufnahmesysteme und Konfigurationsmöglichkeiten sind sie flexibel in alle pharmazeutischen Produktionsprozesse integrierbar – vom Laboreinsatz bis zur Großproduktion.
Warum ist die Homogenität bei der Feststoffmischung so entscheidend?
Eine gleichmäßige Verteilung aller Komponenten ist essenziell für die Wirksamkeit und Qualität pharmazeutischer Produkte. Die L.B. Bohle Containermischer gewährleisten durch Mischelemente im Behälterdeckel eine schonende und homogene Durchmischung trockener Pulverchargen – auch bei variabler Beladung.
Welche wirtschaftlichen und praktischen Vorteile bietet der Einsatz des Containermischers PM?
Die L.B. Bohle Containermischer PM ermöglichen schnelle Produktwechsel durch austauschbare Behälter, benötigen weniger Platz als vergleichbare Systeme und lassen sich einfach und kostengünstig installieren. Zudem überzeugt das System durch niedrigen Wartungsaufwand, langlebige Komponenten und eine komfortable Reinigung der Container.
Jetzt Anfrage stellen
Haben Sie Fragen zu unseren Maschinen, Services oder Lösungen? Unser Team steht Ihnen gerne zur Verfügung! Kontaktieren Sie uns. Wir beraten Sie individuell und finden gemeinsam die beste Lösung für Ihre Anforderungen. Wir freuen uns auf Ihre Anfrage!


Ihre Anwendung in unserem Testcenter
Überzeugen Sie sich selbst und testen Sie unsere Maschinen bei uns direkt vor Ort im Service Center und Technology Center. Unser kompetentes und erfahrenes Team steht Ihnen bei den Versuchsreihen oder zur Prozessoptimierung zur Verfügung, um Ihre Prozesse auf ein höheres Niveau zu bringen. Wir bieten Ihnen die Möglichkeit, praxisnahe Tests durchzuführen, um die Effizienz, Qualität und Skalierbarkeit Ihrer Prozesse zu bewerten. Dabei profitieren Sie von modernster Technologie, umfassender Beratung und maßgeschneiderter Unterstützung. Besuchen Sie uns und entdecken Sie, wie unsere Maschinen und Verfahren Ihre Produktionsabläufe und Produktqualität optimieren.
Deshalb L.B. Bohle

Innovative Technologien
Als Technologieführer für Maschinen zur Tablettenproduktion bieten wir innovative Lösungen für jeden Prozessschritt von der Entwicklung bis hin zu Großchargen.
Kundenspezifische Lösungen
L.B. Bohle entwickelt und realisiert maßgeschneiderte, hochkomplexe Maschinenlösungen, die perfekt auf Ihre Anforderungen und Produktionsziele abgestimmt sind.
Support und Kundenservice
L.B. Bohle ist stets eng an Ihrer Seite. Mit kurzen Reaktionszeiten und klarer Lösungsorientierung stehen wir Ihnen jederzeit zuverlässig zur Verfügung – persönlich, kompetent und praxisnah.

Nachhaltigkeit
Nachhaltiges Handeln ist fest in allen Unternehmensbereichen verankert. Wir investieren gezielt in Infrastruktur und auch in die Forschung, damit unsere Maschinen noch effizienter und umweltfreundlicher werden.
High-Tech-Pharmamaschinenbau “Made in Germany”. Mit unseren umfangreichen Produktportfolio optimieren wir Ihre pharmazeutische Feststoffproduktion. Erfahren Sie jetzt mehr über das Unternehmen.




Einmal registrieren –
mehrfach profitieren
Registrieren Sie sich jetzt und erhalten Sie Zugriff auf Whitepaper, Broschüren und dem L.B. Bohle Newsletter!