



Maximaler Schutz
Containment für Ihre Produktion
Mit unseren Containmentlösungen garantieren wir den maximalen Schutz von Bedienern, Produkten und Umwelt. L.B. Bohle bietet seit Jahren erfolgreich Einzel- und Gesamtlösungen im Bereich Containment an.
Mehr dazu erfahren
Prozessmaschinen für Ihre Containmentanwendungen
Seit vielen Jahren entwickelt L.B. Bohle praxisorientierte Containment-Konzepte, die in unterschiedlichsten Produktionsumgebungen zuverlässig zum Einsatz kommen. Unser Portfolio umfasst sowohl kompakte Pilotanlagen als auch leistungsstarke Systeme für große Chargen – individuell kombinierbar zu kompletten Gesamtlösungen. Im Mittelpunkt steht dabei immer eines: maximaler Schutz für Bediener, Produkt und Umwelt. Gleichzeitig legen wir großen Wert auf eine intuitive, ergonomische Bedienbarkeit, die Arbeitsabläufe spürbar erleichtert. Mit unseren effizienten und sicheren Anlagen schaffen Sie die Grundlage für eine hochproduktive und zukunftsfähige Fertigung.

Trockengranulierer - BRC in Containmentausführung
Der Containment-Trockengranulierer BRC wird, wie auch die Standardausführung, mit einem modernen elektromechanischen Antriebskonzept angetrieben, so dass komplett auf Hydraulik verzichtet werden kann.
Zudem verfügt auch diese Sonderausführung über die modernste und schnellste Regelung, die eine vollautomatische Fahrweise gewährleistet. Er ist nachgewiesenermaßen besonders bedienerfreundlich sowie wartungsarm und besticht durch sehr kurze Rüstzeiten.
Vorteile im Überblick
- Ausstattung für das Containment-Level OEB 5
- Integrierte Isolatoreinheit in der Kompaktiereinheit mit entsprechender Unterdrucküberwachung
- Handschuheingriff mit Sicherheitsabfrage für die Entnahme von Schülpen
- Containment-Port für die Entnahme von Schülpenproben
- Containment-Port unterhalb der Siebeinheit für die Entnahme von Granulat
- Bequemer Zugang, da keine komplette Isolatoreinheit um den gesamten Kompaktor installiert ist
- Rückstandloses Entfernen von Produkt durch integrierte WIP-Ausstattung (WIP ist ebenfalls in der Standardausführung integriert)
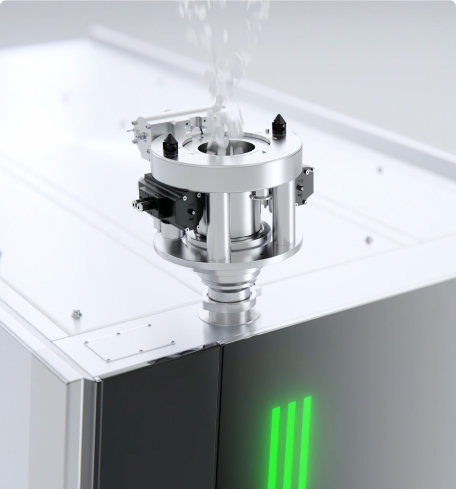
Eintopfgranulierer - VMA für Containmentapplikationen
Der VMA 35 EX-Eintopfgranulierer war die Schlüsselkomponente in diesem umfangreichen Containment-Projekt. Zum Projektumfang gehörten des Weiteren eine kombinierte Misch- und Siebstation, die aus einer Hubsäule mit Rotationssieb und dem PM 400 Containermischer besteht. Das System wird durch eine Tablettenpresse vervollständigt.
Dank der Verwendung von aktiven und passiven Containmentklappen eignet sich das kombinierte System auch für hochkomplexe Containment-Anwendungen. Der Eintopf-Granulierer sowie die Misch- und Siebstation sind für Installationen in der EX-Zone 2/22 vorgesehen.


Filmcoater – BFC für Containmentapplikationen
Die Bohle Film Coater BFC sind seit Jahren technologieführend am Markt und garantieren bei erstklassiger Produktverarbeitung eine hohe Rentabilität.
L.B. Bohle entwickelte schon zahlreiche Containmentcoater der Baureihe BFC exakt nach Kundenspezifikationen.
Vorteile im Überblick
- Eine automatische Düsenverstellung (Hub und Winkel)
- Die Beschickung über eine Containmentklappe
- Den Anschluss zur Reinigung der Containmentklappe und des Beschickungsrohres (wahlweise auch bei der Entleerung)
- Den Anschluss zur Trocknung der Containmentklappe und des Beschickungsrohres
- Die Probennahmelanze
- Seitentüren mit aufblasbarer Dichtung (ebenfalls Standard beim Filmcoater BFC)
- Den demontierbaren Düsenstock. Dies erzielt große Vorteile bei der Reinigung
Laborcoater - BFC 5 für Containmentapplikationen
Der Laborcoater BFC 5 diente als Basismaschine für das Projekt. In einem zweiten Schritt konfigurierte L.B. Bohle den BFC als High-Containment-Tablettencoater.
Der BFC 5 Containment-Coater ist für das OEB-Level 4 ausgelegt und wird vom Kunden sowohl für die Produktentwicklung als auch für die Herstellung von Produkten für klinische Studien eingesetzt.
Vorteile im Überblick
- Entwickelt für OEB 4
- Probenahmelanze mit AVAX-Probenehmer
- Befüllen und Entleeren über ein Sicherheitsventil in einem mobilen Tablettencontainer oder in ein AVAX-Bag
- gesicherter Reinigungszyklus durch fünf Reinigungsdüsen


Voll-integriertes System: Container-Mischer, Transfer- und Misch-Station
Das kombinierte System besteht aus einem PM 600 Container-Mischer, einer HS 600 Hubsäule, einer BTS 200 Siebmaschine und MCL Containern und bietet volle Flexibilität im Produktionsprozess.





Produktbroschüre Containment
Wir bieten unsere Containmentanlagen für verschiedenste Prozesse in unterschiedlichen Baugrößen und technischen Ausführungen an.
Unsere Produktbroschüre zum Thema Containment können Sie sich hier herunterladen:
Fakten und Antworten
Was bedeutet Containment in der pharmazeutischen Industrie?
Containment beschreibt das sichere Einschließen von potenziell gefährlichen oder hochaktiven Substanzen in einem geschlossenen System. Ziel ist es, sowohl die Bediener als auch das Produkt und die Umwelt zuverlässig vor Kontamination und Freisetzung von Stäuben, Gasen oder Dämpfen zu schützen.
Warum wird Containment zunehmend wichtiger?
Der Anteil hochpotenter Wirkstoffe (HPAPIs) nimmt insbesondere im Bereich onkologischer Arzneimittel stetig zu. Damit steigen auch die Anforderungen an den Personenschutz, die Produktreinheit und die Anlagenhygiene. Containment-Systeme bieten hier die notwendige Sicherheit.
Welche Containmentlösungen bietet L.B. Bohle an?
L.B. Bohle entwickelt seit vielen Jahren sowohl Einzelkomponenten als auch vollintegrierte Containment-Gesamtlösungen vom Labor- bis zum Produktionsmaßstab. Dabei kommen bewährte Bauteile zum Einsatz, die individuell auf den jeweiligen Prozess abgestimmt werden, z. B. Containment-Hubsäulen oder Klappensysteme zur sicheren Produktübergabe.
Welche Vorteile bietet Containment für den Produktionsalltag?
Containment reduziert das Risiko von Kreuzkontaminationen, erleichtert die Reinigung und ermöglicht kürzere Umrüstzeiten. Gleichzeitig entfallen in vielen Fällen aufwendige Raumluftfilter- oder Reinigungssysteme, was langfristig zu erheblichen Kosten- und Zeitersparnissen führt.
Jetzt Anfrage stellen
Haben Sie Fragen zu unseren Maschinen, Services oder Lösungen? Unser Team steht Ihnen gerne zur Verfügung! Kontaktieren Sie uns. Wir beraten Sie individuell und finden gemeinsam die beste Lösung für Ihre Anforderungen. Wir freuen uns auf Ihre Anfrage!


Ihre Anwendung in unserem Testcenter
Überzeugen Sie sich selbst und testen Sie unsere Maschinen bei uns direkt vor Ort im Service Center und Technology Center. Unser kompetentes und erfahrenes Team steht Ihnen bei den Versuchsreihen oder zur Prozessoptimierung zur Verfügung, um Ihre Prozesse auf ein höheres Niveau zu bringen. Wir bieten Ihnen die Möglichkeit, praxisnahe Tests durchzuführen, um die Effizienz, Qualität und Skalierbarkeit Ihrer Prozesse zu bewerten. Dabei profitieren Sie von modernster Technologie, umfassender Beratung und maßgeschneiderter Unterstützung. Besuchen Sie uns und entdecken Sie, wie unsere Maschinen und Verfahren Ihre Produktionsabläufe und Produktqualität optimieren.
Deshalb L.B. Bohle

Innovative Technologien
Als Technologieführer für Maschinen zur Tablettenproduktion bieten wir innovative Lösungen für jeden Prozessschritt von der Entwicklung bis hin zu Großchargen.
Kundenspezifische Lösungen
L.B. Bohle entwickelt und realisiert maßgeschneiderte, hochkomplexe Maschinenlösungen, die perfekt auf Ihre Anforderungen und Produktionsziele abgestimmt sind.
Support und Kundenservice
L.B. Bohle ist stets eng an Ihrer Seite. Mit kurzen Reaktionszeiten und klarer Lösungsorientierung stehen wir Ihnen jederzeit zuverlässig zur Verfügung – persönlich, kompetent und praxisnah.

Nachhaltigkeit
Nachhaltiges Handeln ist fest in allen Unternehmensbereichen verankert. Wir investieren gezielt in Infrastruktur und auch in die Forschung, damit unsere Maschinen noch effizienter und umweltfreundlicher werden.
High-Tech-Pharmamaschinenbau “Made in Germany”. Mit unseren umfangreichen Produktportfolio optimieren wir Ihre pharmazeutische Feststoffproduktion. Erfahren Sie jetzt mehr über das Unternehmen.




Einmal registrieren –
mehrfach profitieren
Registrieren Sie sich jetzt und erhalten Sie Zugriff auf Whitepaper, Broschüren und dem L.B. Bohle Newsletter!