



Maximum protection
Containment for your production
With our containment solutions, we guarantee maximum protection for operators, products and the environment. L.B. Bohle has been successfully offering individual and complete containment solutions for many years.
Find out more
For many years, L.B. Bohle has been developing practice-orientated containment concepts that can be used reliably in a wide variety of production environments. Our portfolio includes both compact pilot plants and high-performance systems for large batches - which can be individually combined to create complete overall solutions. The focus is always on one thing: maximum protection for the operator, product and environment. At the same time, we attach great importance to intuitive, ergonomic operability, which makes work processes noticeably easier. With our efficient and safe systems, you create the basis for highly productive and sustainable production.

Like the standard version, the BRC containment Dry Granulator is driven by a modern electromechanical drive concept , meaning that hydraulics can be dispensed with completely.
This special version also has the latest and fastest control system, which guarantees fully automatic operation. It is proven to be particularly user-friendly and low-maintenance and impresses with very short set-up times.
Advantages at a glance
- Equipment for containment level OEB 5
- Integrated isolator unit in the compacting unit with corresponding negative pressure monitoring
- Glove access with safety query for the removal of flaps
- Containment port for the removal of flake samples
- Containment port below the sieve unit for removing granulate
- Convenient access as no complete isolator unit is installed around the entire compactor
- Residue-free removal of product thanks to integrated WIP equipment (WIP is also integrated in the standard version)
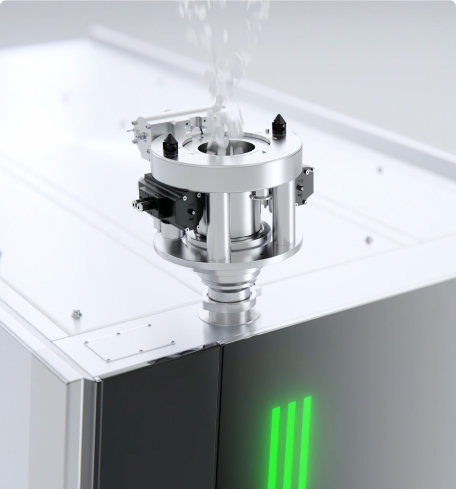
The VMA 35 EX Single-Pot Granulator was the key component in this extensive containment project. The project scope also included a combined mixing and sieving station consisting of a Lifting Columns with Rotation Sieve and the PM 400 Container Blender . The system is completed by a Tableting machine.
Thanks to the use of active and passive containment flaps , the combined system is also suitable for highly complex containment applications. The single-pot granulator and the mixing and sieving station are designed for installations in EX zone 2/22 .


Advantages at a glance
- Automatic nozzle adjustment (stroke and angle)
- Feeding via a containment flap
- The connection for cleaning the containment flap and the feed pipe (optionally also during emptying)
- The connection for drying the containment flap and the feed pipe
- The sampling lance
- Side doors with inflatable seal (also standard on the Film Coater BFC)
- The removable nozzle holder. This offers great advantages for Cleaning
The BFC 5 Laboratory Coater served as the basic machine for the project. In a second step, L.B. Bohle configured the BFC as a high-containment Tablet Coater.
The BFC 5 containment coater is designed for OEB level 4 and is used by the customer both for product development and for the manufacture of products for clinical trials.
Advantages at a glance
- Developed for OEB 4
- Sampling lance with AVAX sampler
- Filling and emptying via a safety valve in a mobile tablet container or in an AVAX bag
- reliable cleaning cycle thanks to five cleaning nozzles







What does containment mean in the pharmaceutical industry?
Containment describes the safe enclosure of potentially hazardous or highly active substances in a closed system. The aim is to reliably protect operators, the product and the environment from contamination and the release of dusts, gases or vapours.
Why is containment becoming increasingly important?
The proportion of highly potent Active Pharmaceutical Ingredients (HPAPIs) is constantly increasing, especially in the field of oncological drugs. This also increases the requirements for personal protection, product purity and plant hygiene. Containment systems offer the necessary safety here.
What containment solutions does L.B. Bohle offer?
L.B. Bohle has been developing both individual components and fully integrated containment solutions from laboratory to production scale for many years. Proven components are used that are customised to the respective process, e.g. containment Lifting Columns or flap systems for safe product transfer.
What advantages does containment offer for everyday production?
Containment reduces the risk of Cross-contamination, makes Cleaning easier and enables shorter changeover times. At the same time, in many cases there is no need for complex room air filter or cleaning systems, which leads to considerable cost and time savings in the long term.


See for yourself and test our machines directly on site in our Service Centre and Technology Centre. Our competent and experienced team is at your disposal for test series or process optimisation in order totake your processes to a higher level. We offer you the opportunity to carry out practical tests to evaluate the efficiency, quality and Scalability of your processes. You benefit from state-of-the-art technology, comprehensive advice and customised support. Visit us and discover how our machines and processes can optimise your production processes and product quality.

Innovative technologies
As a technology leader for tablet production machines, we offer innovative solutions for every process step from development to large batches.
Customised solutions
L.B. Bohle develops and realises customised, highly complex machine solutions that are perfectly tailored to your requirements and production goals.
Support and customer service
L.B. Bohle is always at your side. With short response times and a clear focus on solutions, we are always reliably at your disposal - personally, competently and practically.

Sustainability
Sustainability is firmly anchored in all areas of the company. We make targeted investments in infrastructure and research to make our machines even more efficient and environmentally friendly.
High-tech pharmaceutical machinery "Made in Germany". With our extensive product portfolio, we optimise your pharmaceutical solids production. Find out more about the company now.



